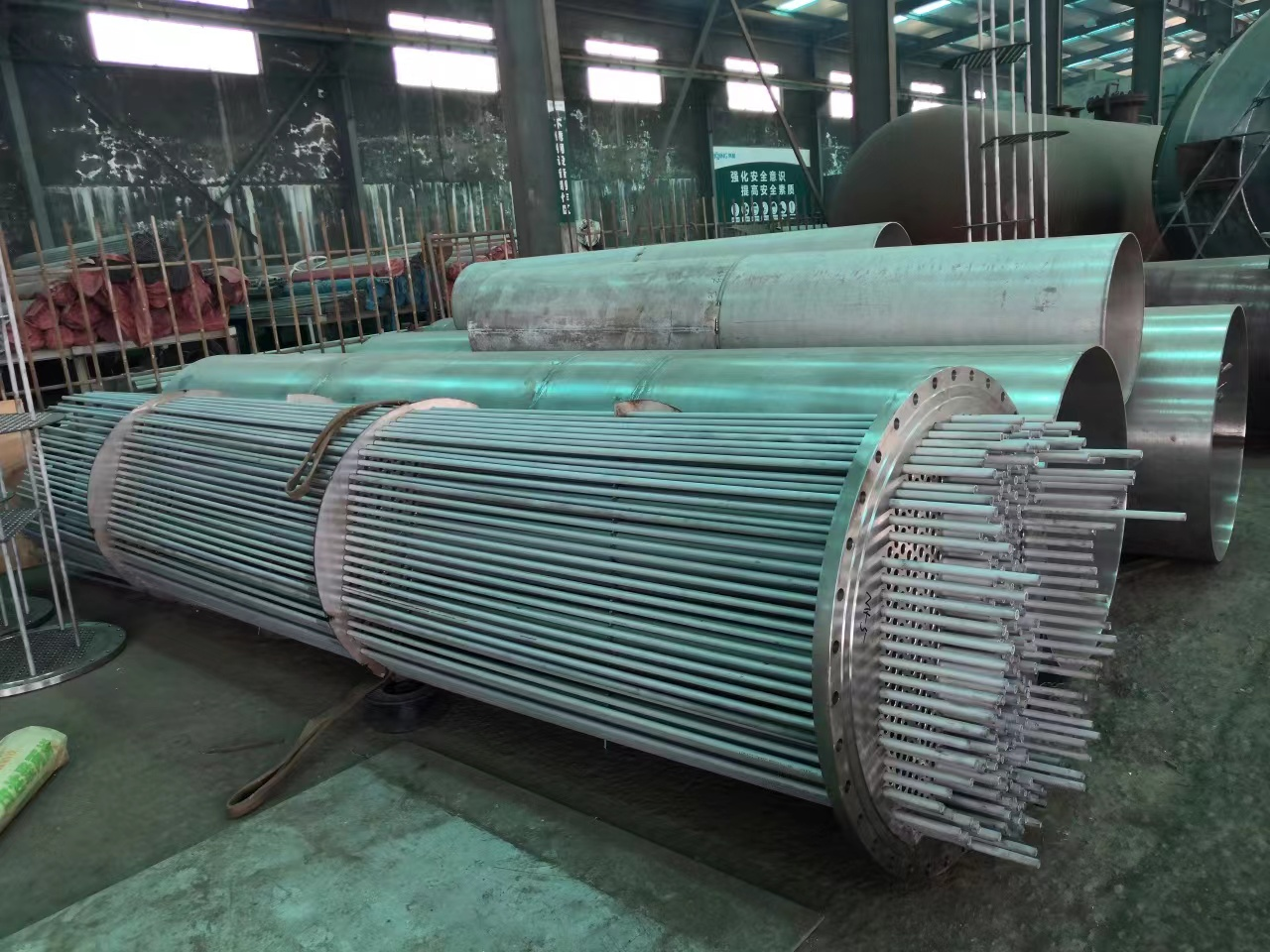











The stainless steel heat exchanger is manufactured from high-quality stainless steel (typically 304, 316L, etc.), offering excellent corrosion resistance, high-temperature durability, and anti-fouling performance. It is widely used in chemical, food, pharmaceutical, fine chemical, and environmental protection industries, particularly suitable for applications requiring high purity or mildly corrosive media.
Main Features
Strong corrosion resistance – Resists various acids, alkalis, salts, and organic solvents.
Hygienic and clean – Smooth surface inhibits bacterial growth, meeting food-grade and pharmaceutical-grade hygiene standards.
Good temperature tolerance – Capable of stable long-term operation from -196°C to 400°C (depending on specific material).
Better anti-fouling performance than carbon steel – Reduces frequency of shutdown cleaning.
Long service life – Significantly longer than ordinary carbon steel heat exchangers under suitable conditions.
Available Configurations
Can be supplied in various types, including:
Fixed tube and sheet
Floating head
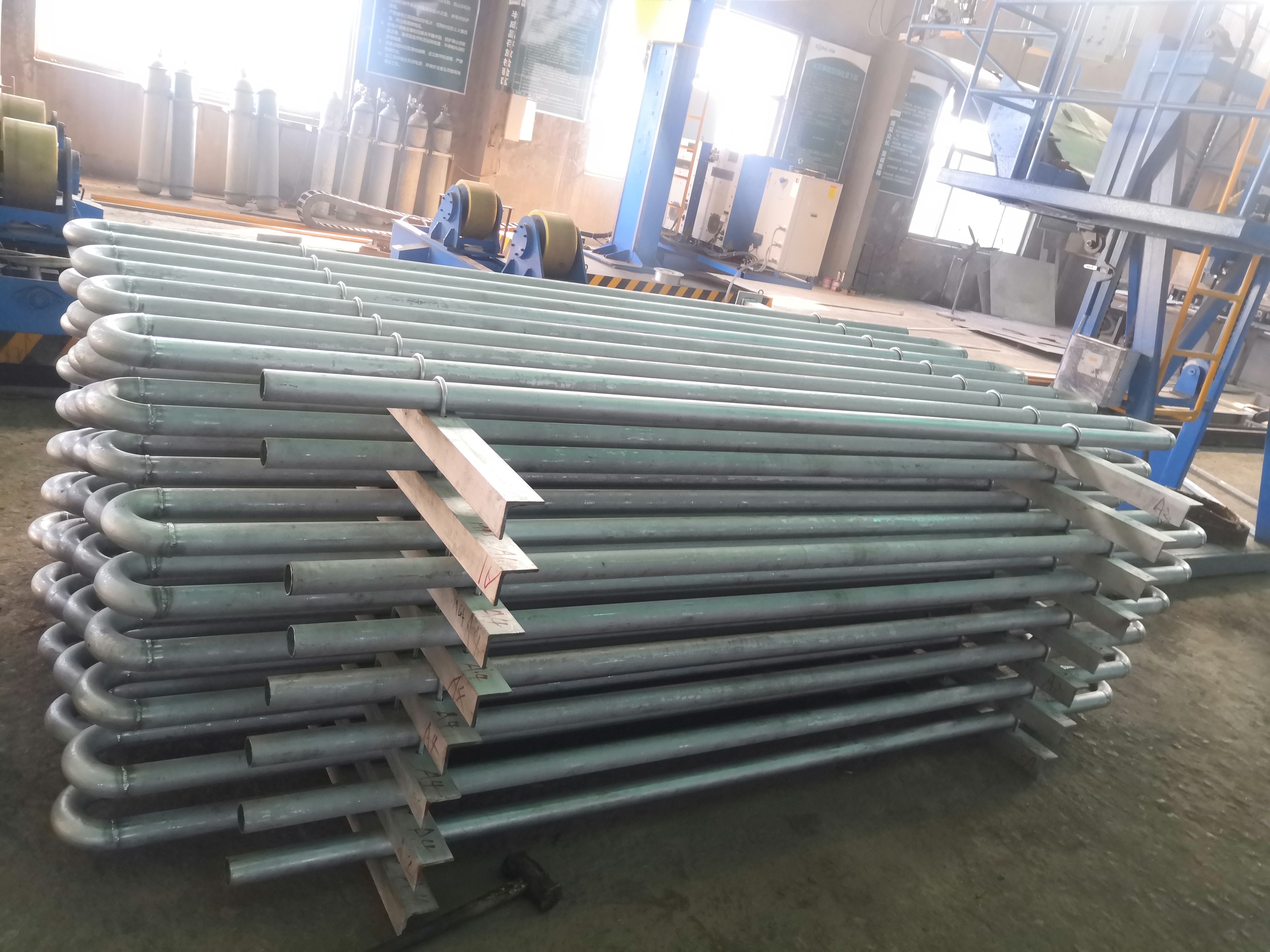
U-tube
plate heat exchanger
spiral plate heat exchanger
- double pipe heat exchanger